type d'usine : système de gâteau d'inclinaison
produit gamme-réel
- blocs : 100% (sur option profilé)
gamme de densité sèche : 500 - 600 kg/m3
![]()
Type de moule
taille brute : 4120×1260×670
gâteau net de taille : 4000×1200×600
volume net de gâteau : ³ de 2,88 m
Données de production
- décalages/jour : 3shifts/day (7.5hours efficace par décalage)
- Gâteaux/jour : 122
- Cadence de fabrication (durée de cycle) : 5.5min/cake
Capacité théorique : ³ /day de 350 m
Principes de base
- jours ouvrables/année : 300
- temps de montée : 2hours
- cycle de stérilisation à l'autoclave : 12 heures (chargement y compris/déchargeant)
![]()
Remarques :
La capacité théorique mentionnée ci-dessus n'inclut pas les déchets possibles de production, le matériel cassé, la réduction en volume net, etc.
Cette capacité est calculée sur la base que des temps de montée et de stérilisation à l'autoclave mentionnés ci-dessus peuvent être rencontrés et sont considérés à une utilisation de moule de 100%. Ces temps sont très selon la qualité des matières premières et d'autres conditions qui sont sous la responsabilité de l'acheteur. Ces temps pourraient également se prolonger en cas de future production renforcée accrue d'élément.
Les produits suivants à fabriquer et être emballés sur la palette en bois (type palette en bois de palette de 1200 x 1200 millimètres) s'accordant après table :
| Longueur de paquet | Largeur de paquet | Taille de paquet | |
| 12×100=1200 | 2×600=1200 | 6×200, ou 5×240, or4×250=1200 | millimètre |
| 10×120=1200 | 2×600=1200 | 6×200, ou 5×240, or4×250=1200 | millimètre |
| 8×150=1200 | 2×600=1200 | 6×200, ou 5×240, or4×250=1200 | millimètre |
| 6×200=1200 | 2×600=1200 | 6×200, ou 5×240, or4×250=1200 | millimètre |
| 5×240=1200 | 2×600=1200 | 6×200, ou 5×240, or4×250=1200 | millimètre |
| 4×300=1200 | 2×600=1200 | 6×200, ou 5×240, or4×250=1200 | millimètre |
Exactitude de la coupe :
- longueur du bloc : ± d2 millimètre (répétitif)
- taille du bloc : ± d1,0 millimètre (répétitif)
- épaisseur du bloc : ± d1,0 millimètre (répétitif)
5. Plan général de main-d'oeuvre d'indication
Une indication de main d'oeuvre exigée pour actionner l'usine est montrée dans le plan de main-d'oeuvre ci-dessous :
| Par décalage | Commentaire | |
| Secteur de mélange et de dosage et en hausse - Mélangeur et préparation en aluminium de dispersion |
1 | |
| Système de préparation de boue - Surveillance de préparation de sable et de fonctions partielles dedans section de mélange |
1* | |
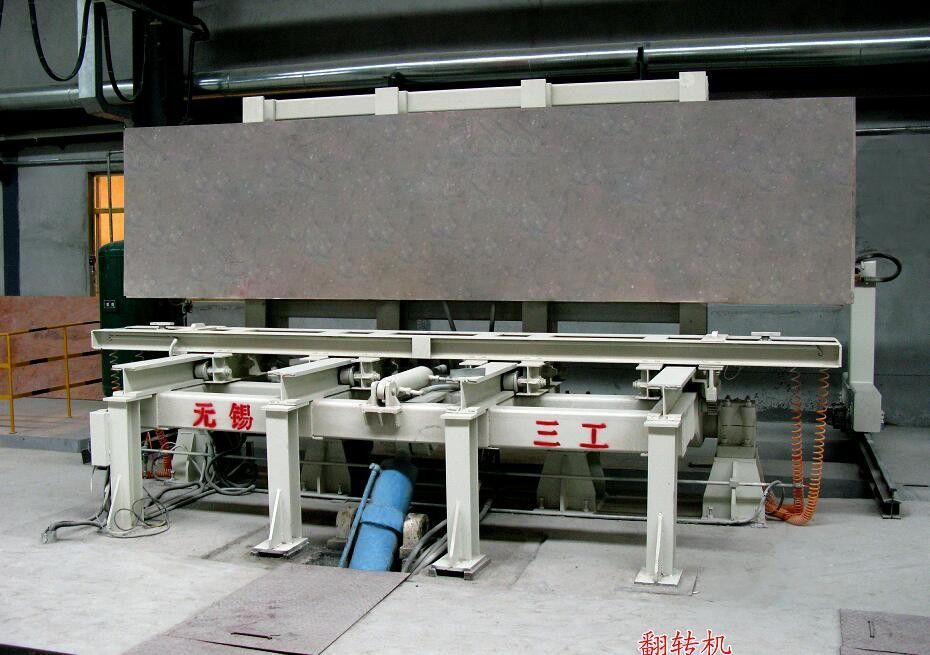
| Section de production - Atelier de découpe, y compris incliner la grue et la plate-forme retour - Moulez l'huilage - Vue le brossage et l'huilage - Brossage de plate-forme - empilement de l'insertion et de l'extraction de goupille |
1 1 1 1 |
autom. option autom. option automatique |
| Stérilisez à l'autoclave la production de section et de vapeur - Autoclaves et chaudière à vapeur - Chariot d'autoclave |
(1)* 1 |
|
| Chargeant et déchargeant la section - Déchargement de la grue - Empaquetage et tri |
1 2 ou 3 |
autom. option |
| Employés requis par décalage dans l'usine : (excl. options) | 11 - 12 | |
| Surveillance et auxiliaire | ||
| - Laboratoire - Surveillance - Entretien |
1 1 1 - 2 |
|
| Employés requis par décalage requis pour la surveillance et l'auxiliaire : (excl.options) | 3 - 4 |
Valeurs standard de spécifications et de consommation de matière première
1. Conditions pour les matières premières
Les caractéristiques suivantes de matière première sont des valeurs standard aussi utilisées à plusieurs usines concrètes aérées.
1,1 sable de quartz
| SiO2 | mn. | 80% | en poids |
| Fe2O3 | maximum. | 3% | en poids |
| Al2O3 | maximum. | 7% | en poids |
| Cao | maximum. | 10% | en poids |
| MgO | maximum. | 3% | en poids |
| SO3 | maximum. | 1% | en poids |
| Na2O | maximum. | 2% | en poids |
| Perte sur l'allumage | maximum. | 10% | en poids |
| Résidu sur l'écran de 0 063 millimètres | maximum. | 5% |
1,2 a rectifié la chaux rapide
| Cao | mn 75% | en poids |
| MgO | max.2.0% | en poids |
| SO3 | max.1.0% | en poids |
| Perte sur l'allumage t 95 % passant au travers d'un tamis de 100 µm |
max.5.0% | en poids |
Valeurs de cao en-dessous de 92% en poids augmenter la consommation de chaux également.
Réactivité typique :
| 2 minutes : | 35°C± 4°C à 45°C± 3°C |
| 5minutes : | 45°C±3°C à 50°C± 2°C |
| 10minutes : | 60°C± 3°C à 67°C± 2°C |
| 20 minutes : | 66°C± 2°C à 72°C± 2°C |
| 30 minutes : | 69°C± 2°C à 73°C± 2°C |
| 40 minutes : | 70°C± 2°C à 74°C± 2°C |
(Conditions d'essai : eau distillée 600 ccm 20°C au ± ± 0,1 g de 0.5°C et de 150 g de chaux unslaked).
1,3 ² du ciment Portland 45 n millimètre
| Finesse (Blaine) | ² /g de 3,500~4,000 cm |
| Établissement des périodes | 160~260 minutes initiales |
| 300 minutes finales | |
| Résistance à la pression du cube en essai | 3 ² des jours 20-25 N/mm |
| ² de 7days 30-35 N/mm | |
| ² de 28days 40-45 N/mm | |
| Alcalinity | 0.4 - 0,8% |
1,4 ahydrite rectifiée et naturelle
Le CaSO4 mn 80 % pèsent par
t 98 % passant au travers de le tamis de 150 µ
Le gypse ou l'ahydrite synthétique peut être employé comme alternative ; des propriétés doivent être établies par les essais appropriés.
1,6 poudre en aluminium
Contenu en métal 90 - 95 %
Maximum surdimensionné avec 45 le µ 20 - 50 %
Grosseur du grain moyen 20 - mµ 45
CRNA spécifique de superficie. à /g des acides de Blaine Fatty 10 000 - 20 000 de cm maximum 1.5 % du ²
1,7 l'eau
L'eau potable sans tous composants qui portent préjudice au béton. Afin d'obtenir la bonne température de mélange l'eau sera fournie à partir d'un froid aussi bien que d'une source d'eau chaude.
1,8 la température assumée des matières premières
| Boue de sable | Maximum de 35° C. |
| Chaux | Maximum de 20° C. |
| Ciment | Maximum de 20° C. |
| Ahydrite | Maximum de 20° C. |
| Froid de l'eau de production | CA 15° C |
| L'eau de production chaude | CA 90° C |
2. Valeurs de consommation
Selon notre consommation suivante d'expérience des valeurs peuvent être employées en tant que valeurs indicatives. La consommation spécifique de matière première dépendra de la qualité des matières premières et de la résistance à la pression de densité et sèche désirée du produit fini. Pour différentes classes de densité sèche de 500 au ³ de 600 kg/m et à la qualité moyenne de matière première, les valeurs typiques suivantes de consommation peuvent servir de directive à la production 1 des blocs de m3 AAC :
| Matière première contre la densité sèche | 500 kilogrammes m3 | 600 kilogrammes m3 |
| Sable | 292 kilogrammes | 352 kilogrammes |
| Chaux | 62 kilogrammes | 98 kilogrammes |
| Ciment | 99 kilogrammes | 99 kilogrammes |
| Ahydrite | 18 kilogrammes | 21 kilogrammes |
| L'eau (total, excl. vapeur) | 382 kilogrammes | 442 kilogrammes |
| En aluminium (poudre en métal) | 0,46 kilogrammes | 0,39 kilogrammes |
| Solides totaux | 471 kilogrammes | 570 kilogrammes |
Pour la production des panneaux d'AAC les additifs (par exemple MgO) sont nécessaires pour ajuster le rétrécissement de l'AAC relativement au renfort en acier. Promouvez-le n'est pas recommandé pour produire des panneaux d'AAC utilisant le flyash.
| consommation moyenne par ³ de m d'AAC |
|
| Consommation de courant électrique | CA 18 - 21 KWHs |
| Consommation de vapeur (l'eau) | CA 180 kilogrammes |
| Consommation de gaz naturel (personne à charge sur la chaudière et déjouer) |
³ de m de CA 11 - 14 |
![]()
Nos produits sont vendus dans le monde entier. Vous pouvez être assuré de l'ensemble du processus de nos produits.